Seguimos aprendiendo a calibrar nuestra impresora 3d, en este caso vamos a ver qué es y cómo se calibra el avance lineal o factor K.
Antes de explicar qué es el avance lineal vamos a ver el problema que tenemos si no lo calibramos, seguro que de esta forma se entiende mejor.
Como hemos visto con las retraciones, el filamento no fluye siempre de la misma manera, no es un caudal incesante que siempre contiene la misma cantidad de filamento, a veces se extruye, a veces se retrae.
Esos cambios puede provocar y de hecho provocan pequeños errores en nuestras impresiones, sobre todo en lugares donde los detalles son más pequeños y hay una gran cantidad de retracciones. Estos errores se provocan debido a los cambios de presión en la boquilla (más presión al extruir y menos presión al retraer).

Como se ve en la imagen si extruimos una linea, el principio es sub extruido y el final sobre extruido.
Nos puede pasar que salga filamento cuando acabamos de retraer o que extruya tarde. Esto ocurre normalmente a velocidades altas, ya que dicha presión es mayor.
El avance lineal extruye una longitud adicional de material por cada 1 mm/s de velocidad de impresión, lo que resulta en una “distancia de compresión” conocida como valor K. Este valor K, dependiendo de la velocidad de impresión, puede utilizarse en velocidades altas, bajas o normales.
Cuanto mayor sea el valor K, más filamento comprimirá el extrusor en el extremo caliente para sincronizar la extrusión con el movimiento de los ejes X e Y.
Aunque el avance lineal no evita la acumulación de presión en la boquilla, sí intenta mantener la presión constante al aumentar la extrusión conforme aumenta la velocidad de impresión.
En resumen, el avance lineal asegura que la relación entre la extrusión y la velocidad de impresión se mantenga constante durante todo el proceso de impresión.
Además de proporcionar líneas más consistentes, el avance lineal es especialmente efectivo para imprimir esquinas afiladas. Esto se debe a que, con la extrusión convencional, los cambios de dirección en una esquina suelen resultar en sobre extrusión, lo que produce esquinas más redondeadas.

Sin embargo, la sincronización entre el flujo de la boquilla y los movimientos de los ejes X e Y reduce esta sobre extrusión, permitiendo así esquinas más nítidas y definidas.
Un ejemplo adicional se observa en las paredes irregulares o no planas, que son principalmente el resultado de una extrusión inconsistente debido a la variación en la presión de la boquilla.
La extrusión constante proporcionada por el avance lineal contribuye a mantener las paredes de una pieza más uniformes y planas. Esta mejora en la calidad de impresión es evidente en la superficie de la pieza, especialmente cuando se imprimen paredes grandes y delgadas.
Bueno basta de teoría, vamos a ver como calibramos el avance lineal o factor k de nuestra impresora.
En este caso solo lo voy a explicar con Orcaslicer ya que la parte de cura no me parece tan precisa y a parte he leído que a mucha gente le da problemas.
En Orcaslicer hay 3 formas de calibrar nuestro avance lineal, pero solo vamos a ver una que a mi juicio es la más precisa y la más fácil de comprobar.
Lo primero que tenemos que hacer es ir al menú calibración y le damos a avance de presión lineal.

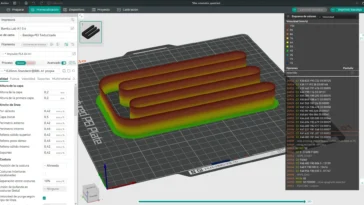
En el cuadro que nos parece tenemos que elegir el tipo de extrusor, directo o bowden, en mi caso bowden, el tipo de test, elegimos línea PA, y por último los intervalos, empezamos en 0 hasta 0.08 (normalmente es suficiente) y pasos de 0.001. Nos aparece lo siguiente en la placa de impresión:

Al darle a laminar nos aparecerá lo siguiente:

Le damos a imprimir y vemos el resultado.

Ahora toca interpretar el test, vemos muchas líneas, ninguna es perfecta pero tenemos que ver cual se acerca más a una línea perfecta.
Podemos apreciar la sub extrusión y la sobre extrusión en los número más bajos y en los más altos, pero en el medio esas diferencias, aunque se ven claramente, son más sutiles.
Ahí está nuestro factor K.
Como se ve en la imagen la línea es menos irregular en el 0,037, quizás 0,038, yo voy a elegir 0,037, ese será mi factor k.
Vamos al menú filamento (el cuadrito detrás del nombre del filamento que tenemos seleccionado) y activamos la casilla avance de presión lineal, y ahí ponemos nuestro valor óptimo, en mi caso 0.037.

Pues listo señores, ya tenemos calibrada nuestra impresora con este filamento con su avance lineal óptimo. Hasta aquí este tutorial, nos vemos en el siguiente!!!


 No hay productos en el carrito.
No hay productos en el carrito.