Buenas a todos, vamos con otra entrada de las que vamos a destinar a calibrar nuestra impresora, después de calibrar la temperatura con nuestra torre, vamos a calibrar las retracciones.
Pero antes que nada, vamos a explicar que son las retracciones, ya que a muchos puede que os suene a chino.
Cuando calentamos la boquilla de nuestra impresora, provocamos que se funda el filamento, volviéndolo más viscoso para así poder imprimir. Genial, estamos imprimiendo, pero, ¿Qué pasa cuando la boquilla se mueve de un punto a otro sin imprimir?, pues que el filamento, aunque el extrusor no este empujando, sigue cayendo.
Estos movimientos de un punto a otro (travel o desplazamiento en los laminadores), provocan que aparezcan unos pequeños hilitos entre esos dos puntos, eso fenómeno se llama stringing.
Eso hace que nuestras piezas, en el mejor de los casos, no queden bien, y en muchos, que haya que tirarlas si tenemos demasiado stringing.
Esto se soluciona ajustando las retracciones.

La retracción es una característica que se encarga de retraer (de ahí el nombre) el filamento, es decir, en lugar de expulsarlo, el extrusor va en sentido contrario. Ajusta tanto la distancia, velocidad y distancia mínima.
Ajustando bien las retracciones conseguiremos que el filamento no gotee cuando este en un desplazamiento.
Parámetros mas importantes
Velocidad: La velocidad con la que se retrae el filamento.
Distancia: Distancia que se retrae cuando se realiza una retracción.
Distancia mínima: Desplazamiento mínimo que debe haber para que se produzca una retracción.
Vamos a ajustar las retracciones, para ello vamos a hacer dos torres de retracción, una para la velocidad y otra para la distancia (el parámetro mas importante).

Empezamos con Cura. Vamos al menú extensions, auto towers, retraction tower – retract distance 1-6, lo seleccionamos y cura nos colocará una torre en nuestra base de impresión. Como vemos tiene 6 niveles, cada uno corresponde a una distancia de retracción en mm.

No nos tenemos que preocupar de nada, Cura lo ha preparado todo para que en cada nivel retraiga esos milímetros, así que guardamos el g-code, se lo pasamos a la impresora y a imprimir, os debería salir algo así.

En mi caso estoy haciendo esta prueba en una Anycubic I3 Mega S, es una impresora tipo bowden, por lo que la distancia de retracción debería estar entre 4 y 8 milímetros más o menos.
Si fuera una impresora de extrusión directa la distancia de retracción debería rondar 1mm.
Como se ve en la imagen esta a partir de 5mm, hay que coger el valor más bajo en el que no se notan fallos o casi no se notan, en mi caso 5mm. Ahora hay que ajustar la velocidad de retracción.
Volvemos a Cura y vamos al menu extensions, auto towers retract speed 10-50, lo seleccionamos y Cura nos colocará otra torre en la base. En este caso tiene 5 niveles, cada uno corresponde con la velocidad de retracción en milímetros.

Misma operación que antes y le damos a imprimir. Debería salir algo como lo que se ve en la imagen.

Todo esto también se puede hacer con un script poniendo nosotros lo valores, pero es más complicado, con las auto towers es suficiente, aunque si queremos afinar más habría que hacerlo o usar orca slicer como veremos más adelante.
Vemos que 40mm está casi bien, pero que 50mm no tiene fallos, por lo que será nuestro valor de velocidad de retracción.
Ya tenemos los valores correctos. Distancia 5mm y velocidad 50mm, la distancia mínima normalmente suele estar sobre 1.5mm.
Pues ya tenemos configuradas las retracciones en Cura, ahora nuestras impresiones no tienen esos molestos hilitos, o casi no los tienen. En algunas ocasiones es difícil eliminarlos, en impresiones algo «extremas», pero en la mayoría deberíamos tener solucionado el problema.
Vamos con Orca Slicer.
Decíamos que si queremos afinar más debíamos usar Orca Slicer, y que aquí podemos darle intervalos de distancia de 0.1 en 0.1 milímetros, por lo que afinaremos mejor, vamos al lío.

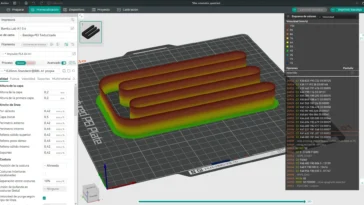
Vamos al menú calibración, arriba a la izquierda y seleccionamos test de retracciones. Nos aparece un recuadro y ahí ponemos la distancia de inicio, final y el intervalo.

Como se ve en la imagen yo he puesto que empiece en 3mm, incremente de 0.1mm en 0,1mm y acabe en 6mm de distancia de retracción.
Orca Slicer no nos marca numéricamente las posiciones, nos toca contar cada capa para ver cual es la distancia ideal, en mi caso tengo 30 capas, en la primera retraerá 3mm, la segunda 3,1mm etc.
Arriba a la izquierda, en las opciones de la impresora, vamos a extrusor y desactivamos el salto en z

Laminamos placa y a imprimir. Aquí vemos el resultado.

Marcado en rojo están las posiciones 5,2 a 5,7 (hay que contar), y vemos que sale bien, elegimos 5,2 que es la más baja.
Orca Slicer no da la posibilidad de hacer test de velocidad de retracción, pero como sabemos que una bowden ronda los 40-60 mm/s y las de extrusión directa están sobre 10-30 mm/s, podemos ir probando.
Yo he hecho trampas y como habíamos hecho el test con Cura he usado el valor que nos dio Cura xDDD.
Pues ya tenemos las retracciones configuradas, nuestro stringing debería ser nada o casi nada, nos vemos en el siguiente.


 No hay productos en el carrito.
No hay productos en el carrito.