Después de calibrar la temperatura y las retracciones de nuestro filamento, vamos a calibrar el flujo con el que sale por la boquilla.
¿Qué es el flujo?, es el valor que determina la cantidad de filamento que se extruye para hacer nuestras impresiones.
¿Por qué es importante? Si tenemos un flujo inadecuado, variará las dimensiones de nuestra pieza, y lo que queremos que sea de la medida exacta. También podemos tener sub extrusión o sobre extrusión, lo que puede provocar fallos en nuestra pieza y atascos en nuestra impresora.
Lo ideal sería que si lo dejamos como viene de serie en el laminador todo fuera perfecto, pero la realidad no es así. Tenemos que calibrarlo para que nuestras impresiones sean lo más perfectas posibles.
Para esto nos vamos a Cura, menú extensions, parts of calibration, add a cube. Esto nos añadirá un cubo a nuestra base. Pero tenemos que cambiar algunos valores.
Vamos a las opciones de la derecha de Cura y buscamos lo siguiente:
- Wall line count, debe estar en 1.
- Top layers, debe estar en 0.
- Infill, debe estar en 0%
- Line width, debe tener el mismo valore que el diametro de la boquilla de vuestra impresora, en mi caso 0,4
Otra forma es irnos a configuración -> special modes -> Spiralize outer contour (comúnmente conocido como «modo jarrón»).
Le damos a slice y vemos que nuestro cubo tiene una única pared de 0,4mm, y no tiene pared superior. Salvamos el g-code, lo guardamos y le damos a imprimir en la impresora. Os tiene que salir algo como esto.

Toca medir, necesitaréis un calibre, lo ideal es que tenga 2 decimales para que la medición sea lo más precisa posible. Medimos cada una de las 4 paredes y anotamos cada medida.

Ahora las sumamos y dividimos el resultado entre 4, lo que nos da la media. En mi caso han sido las siguiente medidas:

Si da 0.4 ya podéis dejar de leer, flujo perfecto (suertudos), si no, continuamos.

Bien, nosotros queremos conseguir 0.4, así que multiplicamos 0,4 x 100 y el resultado lo dividimos entre la media que nos ha dado antes. El resultado es nuestro nuevo flujo.

Vamos a Cura, a la configuración, buscamos «material» y en flow rate ponemos nuestro resultado, guardamos y volvemos a imprimir nuestro cubo.
Como vemos ahora todas nuestras paredes están en 0.4.

Con esto ya tendríamos configurado nuestro flujo de impresión en Cura, ahora vamos con Orca Slicer.
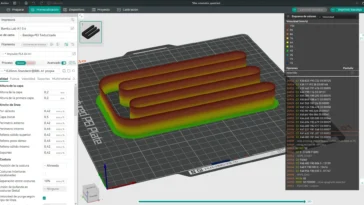
Nos colocamos en la pestaña preparar y vamos al menú de calibración -> test de caudal -> paso1

Nos debería salir esto en pantalla.

Le damos a imprimir y ahora comentamos el resultado.

Bien, vamos a ignorar los errores resaltados en rojo, los dos de arriba porque olvidé marcar la opción «evitar cruzar perímetros» para que no pasara algo así. Y el de abajo porque se me acabó el rollo de filamento y lo metí manual mientras imprimía, y bueno, no salió muy bien. Por lo demás prueba correcta.
Como se ve en la imagen el mejor es el rectángulo con el número 20, por lo que ahora toca hacer el siguiente cálculo.

En mi caso, mi flujo es 0.98 y el valor del test es 20, por lo que…

Vamos a las opciones del filamento y cambiamos la «proporción de caudal».

Ya tenemos el nuevo flujo, ahora vamos de nuevo a calibración -> test de caudal -> paso 2 y volvemos a imprimir. Con este segundo paso afinamos más nuestro valor.

Bajo mi punto de vista el mejor valor es -7, parece que tiene un acabado más fino.

Listo, hemos terminado, ya tenemos nuestro flujo del filamento perfectamente calibrado en Orca Slicer, lo volvemos a cambiar en las opciones de filamento y guardamos.
Personalmente creo que este test es mucho más eficaz y preciso, por lo que yo no usaría el de cura, demasiado simple y no siempre da buen resultado. Si, este es más lento y gasta más filamento, pero merece la pena.
Nos vemos gente!!!!!!


 No hay productos en el carrito.
No hay productos en el carrito.